
Produksjonssektoren er blant de mest dynamiske industriene. I dag er det et ustanselig press for å forbedre den generelle presisjonen og nøyaktigheten, og prosesser som trådgnist som leverer presisjon er intet mindre enn transformative for industrien.
Så, hva er egentlig trådgnist, og hvorfor regnes det som en banebrytende prosess for produksjonssektoren? Følgende tekst vil se på det grunnleggende om denne sofistikerte produksjonsteknikken med bruksområder i ulike bransjer.

En kort introduksjon til trådgnist
Trådgnistmaskinering (EDM) ble utviklet på 1940-tallet av to sovjetiske forskere som først eroderte metall med elektrisk utladning. Teknologien opplevde betydelige fremskritt på 60- og 80-tallet, og ble mer kommersielt utbredt i produksjon. På slutten av 90-tallet, med forbedringer innen IT og CNC, ble trådgnistmaskiner mer datastyrte, noe som økte effektiviteten og presisjonen.
I dag er trådgnistteknikk viktig i bransjer som luftfart, bilindustri og medisin, kjent for å levere intrikate design og komplekse former som ikke matches av tradisjonelle maskineringsmetoder.
Trådgnistprosessen
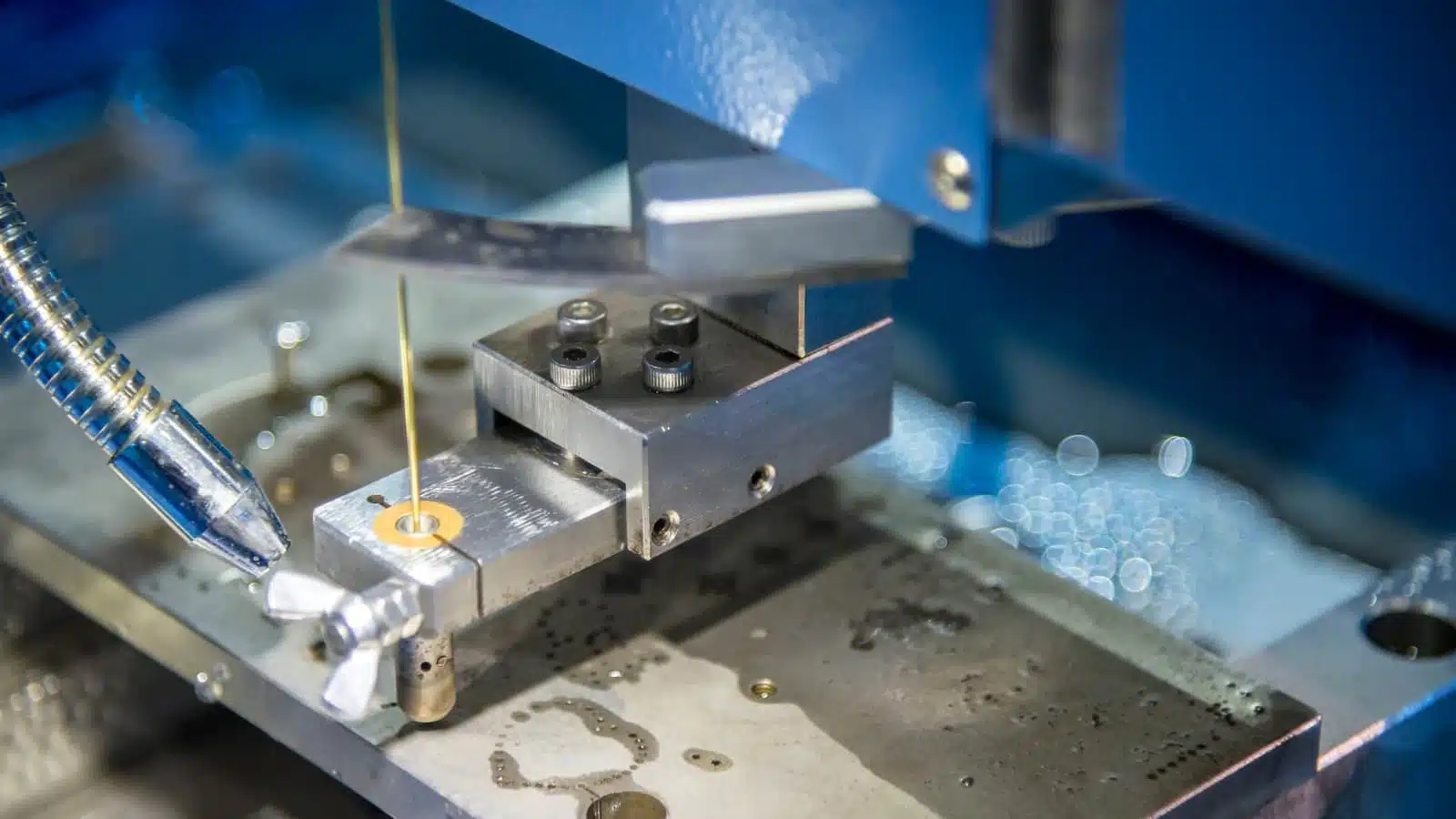
Trådgnist (EDM) er en presis metode som bruker kontrollerte elektriske gnister til å smelte små deler av et arbeidsstykke. Trådelektroden, vanligvis laget av messing eller sinkbelagte materialer, skaper denne gnisten og beveger seg i en forhåndsinnstilt bane. Fordelen? Den fungerer uten fysisk kontakt, noe som forhindrer skader eller merker på både arbeidsstykket og verktøyet.
Hvordan EDM fungerer
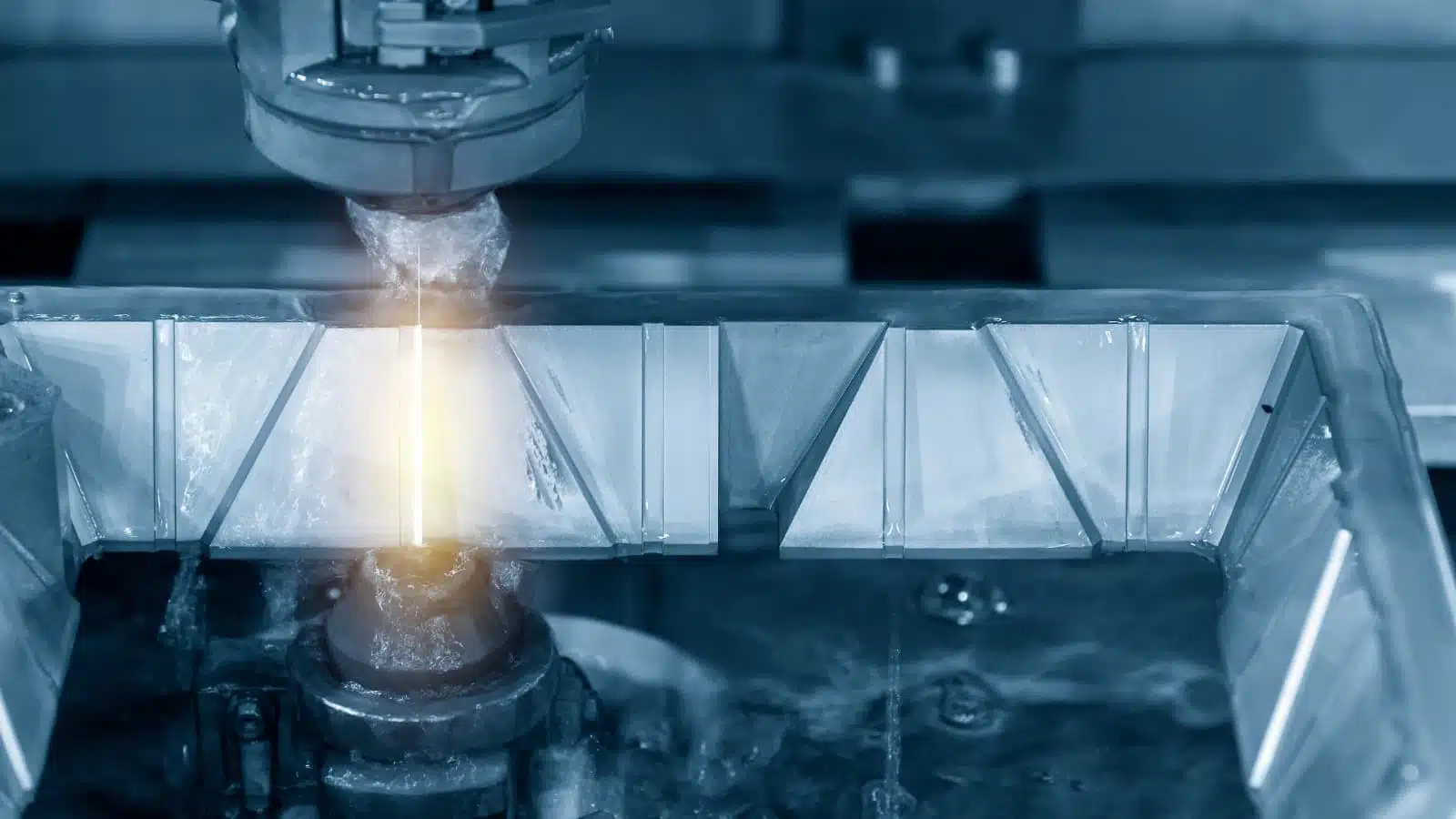
EDM er avhengig av termisk energi fra elektrisk utladning. Denne utladningen varmer opp arbeidsstykket til smeltepunktet og danner små plasmakanaler. Disse kanalene, ofte på størrelse med en mikrometer, kan forsvinne raskt.
EDM-prosessen skjer i et dielektrisk medium, vanligvis avionisert vann. Denne væsken kjøler ned arbeidsstykket og fjerner fordampet materiale, noe som bidrar til kontinuerlig maskinering.
Betydningen av trådelektroden
Trådelektroden fungerer både som en kutter og leder, og er viktig. Den er belagt med materialer som messing eller sink, og motstår reaksjoner ved høye temperaturer. Styrt av en datamaskin sikrer den nøyaktige kutt med minimal forvrengning og høy presisjon.

Toleranser for trådgnist
Trådkutting er blant de mest presise produksjonsprosessene som finnes. Så små toleranser er ikke uvanlige for den. Den faktiske toleransen avhenger av flere faktorer, inkludert prosjektets kompleksitet, maskineringsmuligheter og operatørens ferdigheter.
Standarden og akseptable toleranser er imidlertid en bransjestandard som mange produsenter følger.
Standard toleranse og fin toleranse
Standard toleranse
Lineære toleranser: Vanligvis varierer de fra ±0,005 til ±0,001 tommer (0,127 til 0,0254 mm), som indikerer tillatt avvik for funksjoner som hull, spor eller profiler.
Toleranser for hulldiameter: Vanligvis mellom ±0,0005 og ±0,001 tommer (0,0127 til 0,0254 mm), noe som sikrer at maskinerte hull holder seg innenfor den definerte diameteren.
Fin toleranse
Lineære toleranser: Oppnår presisjon på mikronnivå, vanligvis fra ±0,0002 til ±0,0001 tommer (0,0051 til 0,00254 mm), noe som er viktig for applikasjoner som krever maksimal nøyaktighet.
Toleranser for hulldiameter: Varierer fra ±0,0001 til ±0,00005 tommer (0,00254 til 0,00127 mm), noe som fremhever trådgnistnings eksepsjonelle presisjon.
Faktorer som påvirker toleranser i trådgnist
Trådgnist er kjent for sin presisjon på mikronnivå, noe som gjør den ideell for kompliserte applikasjoner. Presisjonen er imidlertid ikke fast og avhenger av flere faktorer:
•Maskinstabilitet: En stabil maskin sikrer bedre presisjon i skjærebevegelser.
• Trådkvalitet og diameter: Renheten, diameteren og de elektriske egenskapene påvirker maskineringsprosessen. Optimale resultater krever en balanse mellom trådkvalitet og diameter.
• Materiale til arbeidsstykket: Selv om noen materialer er mer tilgjengelige for maskiner, må materialvalget være i samsvar med applikasjonens behov.
• Skylleforhold: Strømmen av det dielektriske mediet påvirker kvaliteten på maskineringsprosessen, bidrar til materialfjerning, jevn elektrisk utladning og effektiv varmespredning.
• Maskinkalibrering og vedlikehold: Maskinens egenskaper er avgjørende. Overlegne maskiner med dyktige operatører er avgjørende for å oppnå de beste toleransene.
• Termisk stabilitet: For å opprettholde den kjente presisjonen til trådgnist er kontrollerte elektriske lysbuer avgjørende. Termisk ustabilitet kan sette nøyaktigheten i fare, noe som understreker viktigheten av konsistente forhold.
De mest passende materialene for trådkutting
Jernholdige metaller

Rustfritt stål
Den kombinerer holdbarhet med utmerket elektrisk ledningsevne. Dens evne til å motstå korrosjon gjør det til et ettertraktet materiale i ulike bransjer. I maskineringssammenheng skiller den seg ut med kompatibilitet med presise og detaljerte design.
Verktøystål
Verktøystål er kjent for sine herdede egenskaper og er ryggraden i mange kraftige verktøy og presisjonsdeler. Den iboende seigheten, kombinert med de elektriske egenskapene, gjør det til en førsteklasses kandidat for intrikate detaljer og langvarig skarphet.
Karbonstål
Karbonstål er en allsidig aktør innen metaller, selv om det er mindre maskinbearbeidbart enn sine motparter, men kan skreddersys til perfeksjon med riktige elektrodevalg og driftsparametere. Dens rimelige pris kombinert med ytelsen gjør det til en fast bestanddel i mange bransjer.
Legert stål
Legert stål er en sammensmeltning av elementer, og ytelsen er et teppe av komponentene. Avhengig av den unike blandingen kan det tilby styrke, holdbarhet og maskinbarhet, noe som gjør det til et dynamisk valg for varierte bruksområder.
Ikke-jernholdige metaller
Titan
Titan, ofte kalt «romaldermetallet», byr på utfordringer ved konvensjonell maskinering med sin robusthet og høye smeltepunkt. Når det imidlertid meisles med presisjonsverktøy, avdekker det design som er både intrikate og robuste, noe som gjør det til en favoritt innen luftfarts- og medisinindustrien.
Aluminium
Aluminium, lettmetallens yndling, er hyllet for sin fantastiske elektriske ledningsevne og formbarhet. Det er ikke bare enkelt å bearbeide, men lover også styrke uten vektbyrden, noe som gjør det sentralt i industrier fra transport til emballasje.
Kopper
Kobber er en leder i særklasse og kjernen i mange elektriske og elektroniske underverker. Den naturlige rødoransje fargen kombinert med evnen til å formes til detaljerte komponenter gjør den uunnværlig i alt fra elektronikk til dekorativ kunst.
Messing og bronse
Disse legeringene, med sine strålende gyldne toner, handler ikke bare om estetikk. Deres prisverdige elektriske egenskaper gjør dem til et populært materiale for komponenter der presisjon møter skjønnhet, som i utsmykkede smykker eller fint lagde elektroniske deler.
Viktige bruksområder for trådgnist i moderne ingeniørfag
Trådgnistmaskinering blir stadig mer populært på grunn av sin allsidighet i håndtering av ulike materialer og sin evne til å oppnå presise detaljer og små toleranser, noe som gjør den sentral i moderne produksjon. Her er tre primære bruksområder:
Produksjon av presisjonsdeler
Det vanlige valget for produksjon av høypresisjonsdeler med små toleranser. Den utmerker seg ved produksjon av komplekse former, fine detaljer og små funksjoner i ulike materialer.
Bransjer som luftfart, medisin, bilindustri og elektronikk er avhengige av trådgnist for å lage kritiske komponenter som gir, dyser, kontakter og intrikate former.
Verktøy- og dyseproduksjon
Trådgnist er avgjørende for smiing av former, matriser og spesialverktøy, og dekker prosesser fra sprøytestøping til stempling. Metodens dyktighet i å opprettholde nøyaktige dimensjoner og skjære skarpe vinkler sikrer førsteklasses kvalitet og ensartethet i storskala produksjon.
Prototypeutvikling
For rask og presis prototyping trekkes ingeniører og innovatører mot trådgnist. Dette fremskynder designvalidering og grundige testfaser.
Prototyper meislet via trådgnist speiler sluttproduktet tett, noe som forsterker dets betydning i produktets utviklingssyklus.
Gitt sine styrker innen disse kjerneområdene, utnyttes Wire EDMs presise og nøyaktige evner i stor grad på tvers av en rekke bransjer.
• Produksjon av medisinsk utstyr
•Elektronikk og mikrokomponenter
• Luftfart og luftfart
•Smykker og urmakeri
•Bilindustrien
•Energisektoren
• Reparasjon av mugg og form
Publisert: 12. desember 2023